
切割升級1.0:從等離子到激光切割機
在激光應用普及之前,碳鋼中厚板通常用火焰切割、等離子切割、高壓水切割等傳(chuan) 統工藝,其中以等離子切割為(wei) 代表。等離子切割是利用高溫等離子電弧的熱量使工件切口處的金屬局部熔化,並借高速等離子的動量排除熔融金屬以形成切口的一種加工方法。等離子切割配合不同的工作氣體(ti) 幾乎可以切割各種類型的金屬,通過調節切割電流也可切割超厚板材。
對等離子切割而言,等離子電源的切割電流其最重要的切割工藝參數,直接決(jue) 定了切割的厚度和速度:電流越大,等離子電弧能量增加,切割能力越強,切割速度也隨之提高。但是,切割電流增大也會(hui) 使等離子電弧直徑增加,電弧變粗,使得割縫變寬;同時,切割電流過大也會(hui) 使噴嘴熱負荷增大,噴嘴損傷(shang) 後切割質量也隨之下降。
在加工中薄板時,等離子切割具有速度快、端麵光滑等優(you) 點,但材料越厚,等離子切割端麵越粗糙,垂直度也越差。此外由於(yu) 等離子電弧直徑較寬,使得等離子切割無法切割精密小孔。隨著激光的興(xing) 起,為(wei) 應對激光切割的衝(chong) 擊,等離子切割行業(ye) 開發出精細等離子切割設備,通過極大地縮小噴嘴孔尺寸而產(chan) 生極度壓縮弧,大幅提高電流密度,獲得更高的切割精度和更好的光潔度,但依然無法達到激光切割的效果。
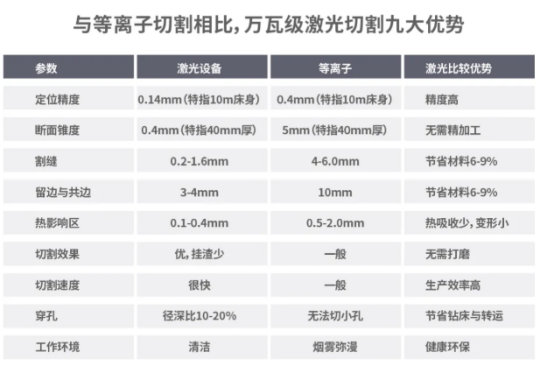
激光切割憑借更高速、更高精度、更環保而逐步贏得市場認可。早期激光功率較低時,激光切割僅(jin) 在薄板加工上有優(you) 勢,無法加工中厚板。近年來激光功率不斷走高,從(cong) 6kW,到8kW,12kW,15kW,20kW,再到30kW,功率不斷提升,工藝不斷改進,激光切割的瓶頸也不斷被打破。
本文鏈接:https://www.kjddy.com/Read/1319.html 轉載需授權!





