頻率和功率對不鏽鋼打彩的規律
脈寬和頻率,是MOPA激光器的特點,相互獨立可調;並且,這兩(liang) 個(ge) 參數在不鏽鋼打彩上也是最具特色的兩(liang) 個(ge) 參量,他們(men) 之間的相互配合,能夠調出一個(ge) 多彩的世界。今天我們(men) 故事介紹的主角,是他們(men) 中的一個(ge) ,以及一個(ge) 標刻輔助參量——頻率與(yu) 功率。
說起功率,大家一定不陌生,它是能夠影響激光單脈衝(chong) 輸出最主要最直觀的控製變量。經過測試後發現,在不鏽鋼打彩時,頻率在和脈寬進行“較量”,頻率這一參數對色彩變化的影響更為(wei) 豐(feng) 富些。如果將頻率和功率放在一起,在某些條件下會(hui) 出現以下這樣的規律:在密集填充間距、中等脈寬、高頻(填充間距<0.005mm;脈寬45ns-100ns;頻率≥300kHZ)的情況下,功率由小增大,在不鏽鋼上表現出來的顏色呈現出很規則的變化特征:黃色,紅色,藍色,綠色直至綠色慢慢變深。如下圖所示(@60ns,0.001mm弓形填充,F=163mm場鏡)
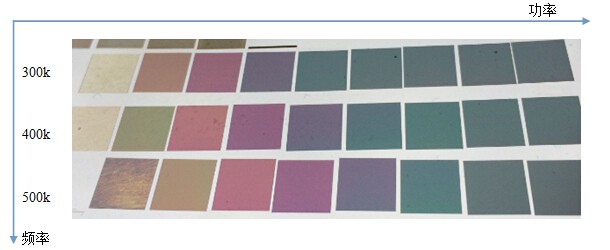
(橫向功率為(wei) 25%,30%,35%,40%,45%,50%,55%,60%,65%)
從(cong) 上圖可以看出,隨著頻率功率的變化,色彩變化呈現出一定的規律。這種規律在改變填充間距時,也一樣適用。
如下圖所示(@60ns,0.005mm弓形填充,F=163mm場鏡)

(橫向功率為(wei) 30%,35%,40%,45%,50%,55%,60%)
至此可以看到,在密集填充間距、中等脈寬、高頻為(wei) 前提,填充的變化對應顏色的改變作用顯得較小,而更多的色彩變化是由頻率及功率所帶來的作用。換句話說,這些顏色上的差異,主要受激光本身單脈衝(chong) 能量以及它在鋼片上的光斑重疊率所影響,並且反應到不鏽鋼的顯色方式裏去,就是呈現出如圖片上所見的規律性變化。
本文鏈接:https://www.kjddy.com/news/1032.html 轉載需授權!