如何在激光打標機中刻印標尺
激光打標機中的“超級標尺”功能主要是用來標刻各類刻度尺,使用時打開激光打標機軟件的“激光”菜單中“超級標尺”選項,如下圖8-22所示:
圖8-22 |

打開“超級標尺”選項後軟件會(hui) 彈出如下圖8-23所示對話框:
圖8-23 |
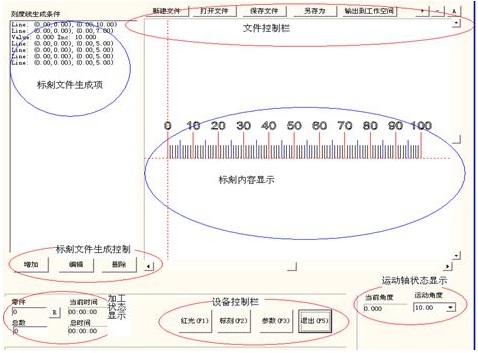
文件控製欄:
新建文件:刪除所有操作,重新開始。
打開文件:打開電腦硬盤上已有的標刻文件,文件格式為(wei) .ruler。
保存文件:將現有生成文件保存到硬盤上。
另存為(wei) :目前的文件設置保存為(wei) 另一文件。
輸出到工作空間:將目前的文件設置轉移到激光打標機主界麵上作為(wei) 普通標刻文件。
標刻文件生成控製:
增加:創建一個(ge) 需要標刻內(nei) 容,正常情況下一個(ge) 標尺需要創建幾個(ge) 標刻內(nei) 容。
編輯:在已創建的標刻內(nei) 容需要修改時,選擇需要修改項進行編輯。
刪除:選擇單個(ge) 標刻內(nei) 容刪除。
點擊“增加”按鈕可以編寫(xie) 我們(men) 需要的刻度尺,如下圖8-24所示
圖8-24刻度線生成條件 |
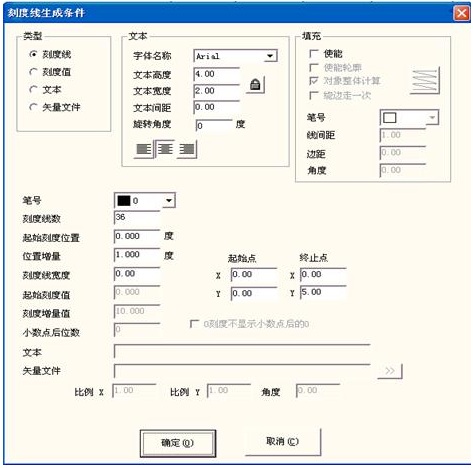
其中參數意義(yi) :
類型欄
刻度線:表示當前設定的參數為(wei) 刻度線的參數值。
刻度值:表示當前設定的參數為(wei) 刻度值的參數值。
文本:表示當前設定的參數為(wei) 標刻文本的參數值。
矢量文件:表示當前設定的參數為(wei) 導入的矢量文件的參數值。
文本欄:表示設定文本的各種參數。
旋轉角度:指的是文本放置到圖8-23時逆時針旋轉的角度。
填充欄:設定文本的各種填充操作。
筆號:加工該設定所選用的筆號參數。
刻度線數:表示要加工此種刻度線的總線數。
起始位置:表示第一個(ge) 刻度線的起始標刻位置。若為(wei) 旋轉標刻則其單位為(wei) 度,若為(wei) 平麵標刻則其單位為(wei) 毫米。
位置增量:表示相鄰兩(liang) 個(ge) 刻度線的間距,若為(wei) 旋轉標刻則其單位為(wei) 度,若為(wei) 平麵標刻則其單位為(wei) 毫米。
刻度線寬度:表示當前設定的刻度線的寬度。
起始點:表示當前設定的刻度線的起始點坐標。
終止點:表示當前設定的刻度線的終止點坐標。
起始刻度值:表示當前設定的刻度線的起始刻度值。
刻度值增量:表示當前設定的刻度線的刻度值增量。
小數點後位數:表示當前設定的刻度值的小數點的有效位數。例如:當設置小數點後位數為(wei) 2時![]() ,圖8-23中的刻度值顯示為(wei)
,圖8-23中的刻度值顯示為(wei) 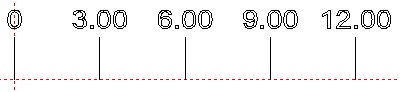
0刻度不顯示小數點後的0:勾選表示0刻度值不顯示小數點後邊的0。
文本:顯示在標尺上的文本信息。選擇“文本”類型時,會(hui) 看到
![]() ,可以在白色框內(nei) 直接編寫(xie) 要標刻的文本內(nei) 容。
,可以在白色框內(nei) 直接編寫(xie) 要標刻的文本內(nei) 容。
矢量文件:顯示在標尺上的矢量文件信息。選擇“矢量文件”類型時,
會(hui) 看到 ![]() ,
,
點擊![]() ,出現
,出現
選擇好矢量文件後,點擊![]() 即可。
即可。
比例X:導入時矢量文件的橫向比例。
比例Y:導入時矢量文件的縱向比例。
角度:導入時矢量文件旋轉的角度。
圖8-23中,左下方可設置需要加工的總次數,同時,當前加工數目、加工時間等信息也顯示在該處。
相關(guan) 的電機參數設置:
首先點擊“參數”按鈕設置電機的參數,如下圖8-25所示
圖8-25 配置參數對話框 |
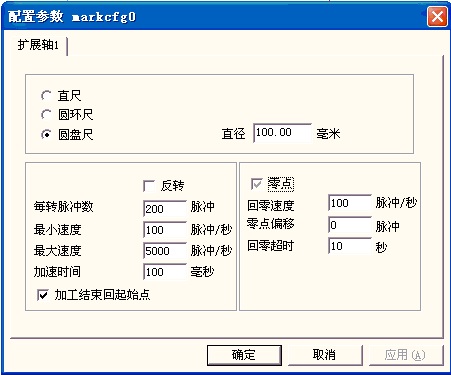
直尺∕圓環尺∕圓盤尺:表示當前加工的標尺的類型,勾選後有效。
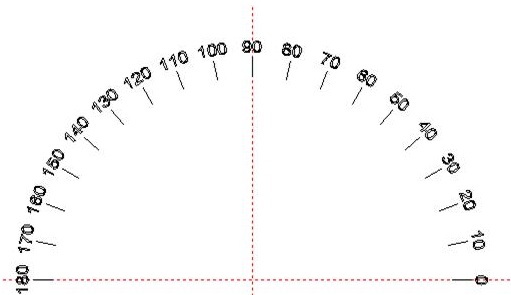
圓盤尺的部分圖形如下圖8-26:
圖8-26 圓盤尺部分圖形 |
直徑:“圓環尺”或“圓盤尺”工件的實際直徑大小。
反轉:當電機的運轉方向與(yu) 實際標刻方向相反時反轉電機運轉方向。
每轉脈衝(chong) 數:電機旋轉一圈需要的脈衝(chong) 個(ge) 數。計算公式為(wei) :
X=(360/N)* n
式中
X 表示每轉脈衝(chong) 數;
N 表示我們(men) 使用的電機的步距角;
n 表示的是驅動器設定的細分數;
如:若電機步距角為(wei) 1.8度,驅動器的細分數為(wei) 16細分,那麽(me) 這一電機的每轉脈衝(chong) 數為(wei) 3200。
最小速度:電機運動過程中的最小運行速度。
最大速度:電機運動過程中的最大運行速度。
加速時間:電機運行中由最小速度運動到最大速度所需時間。
加工結束回起始點:勾選指將標刻完成後電機回到開始加工前的坐標位置。
零點:擴展軸零點設置選項。該選項為(wei) 勾選狀態,表示原點開關(guan) 為(wei) 常開型;不勾選狀態表示原點開關(guan) 為(wei) 常閉型;若選項為(wei) 灰色,表示設備沒有零點。
在軟件中擴展軸1的零點輸入為(wei) 默認IN0口。不用設置也不能修改
回零速度:電機回零點時的運行最大速度。
零點偏移:設置擴展軸回零動作結束後軸向正方向偏移零點的距離。
回零超時:設定擴展軸尋找零點所用的時間。超過設定時間後係統會(hui) 提示“回零超時”。同時以此時軸所在位置為(wei) 零點位置。
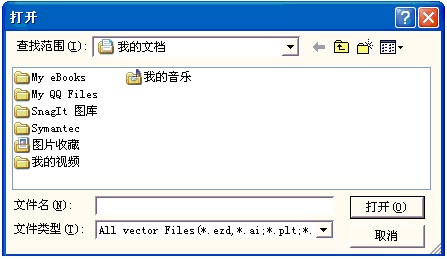
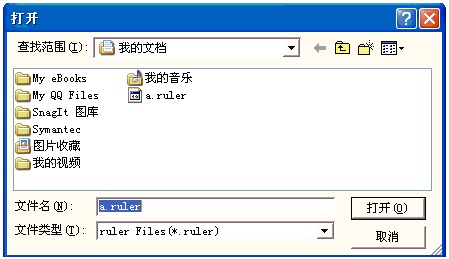
設置完電機參數後點擊確定按鈕,即可回到圖8-25所示“超級標尺”界麵。若已有做好的圖形,可以直接使用 “打開文件”按鈕打開,如圖8-27所示。
圖8-27“打開”對話框 |
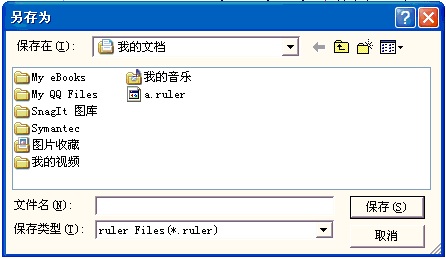
圖形做好後可使用“保存文件”或“另存為(wei) ”按鈕進行保存。如圖8-28所示。
圖8-28“保存”對話框 |
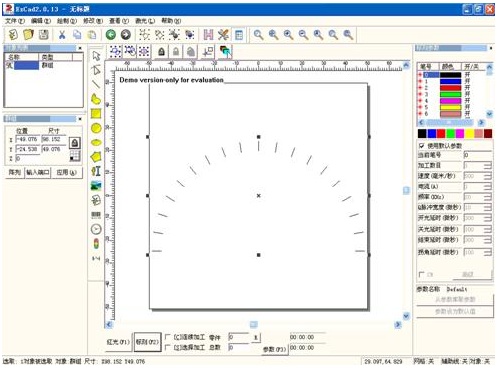
如果要把做好的圖形輸出到工作空間,則點擊“輸出到工作空間”按鈕,就會(hui) 看到圖形顯示在空間裏了,如下圖8-29對話框。此時可以把圖形在平麵上標刻出來。
圖8-29 |
下麵舉(ju) 例說明一個(ge) 30cm(300mm)的直尺做法。
首先選擇刻度尺的類型為(wei) 直尺,設置好電機的參數後,在圖8-23中點擊“增加”按鈕後進入圖8-24設置刻度線。
設置最長的十分刻度線:從(cong) 0到300mm中的十分線,每隔10mm標刻一條,一共有31條。從(cong) 工件的起始位置開始標刻,其長度為(wei) 7mm。因此設置“刻度線數”是31,“起始刻度位置”是0,“位置增量”是10,起始點坐標(0,0),終止點坐標(0,7);
再次點擊“增加”按鈕,設置5分刻度線:0到300中的五分線,一共有30條,從(cong) 距工件起始位置5mm處開始標刻,每隔10mm標刻一條,其長度為(wei) 5mm ,因此“刻度線數”是30,“起始刻度位置”是5,“位置增量”是10,起始點坐標(0,0),終止點坐標(0,5);
設置1分刻度線:0到300中的一分線,一共有240條,為(wei) 了避免與(yu) 10分刻度線和5分刻度線重合,1分刻度線需要設置四次:依次從(cong) 距工件起始位置1mm,2mm,3mm,4mm處開始標刻,每隔5mm標刻一條,其長度為(wei) 3mm ,因此“刻度線數”都是60,“起始刻度位置”依次是1,2,3,4,“位置增量”都是5,起始點坐標都是(0,0),終止點坐標都是(0,3);
設置刻度值:首先選擇類型為(wei) “刻度值”,然後進行編輯:隻輸入十分刻度線的刻度值,因此“刻度線數”是31,“起始刻度位置”是0,“位置增量”是10,“起始刻度值”是0,“刻度增量值”是10,起始點坐標是(0,0),終止點坐標是(0,8);
設置刻度尺的單位:選擇“文本”,“刻度線數”是1,“起始刻度位置”和“起始點”根據實際情況填入,並輸入要顯示的文本內(nei) 容。
最後在圖8-23中顯示為(wei) :
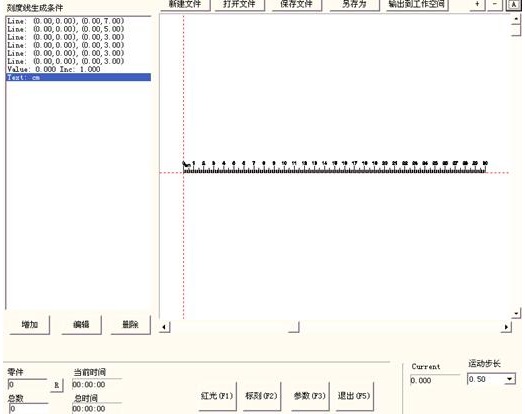
至此,30cm的直尺就做好了,單擊“標刻”即可進行加工。
本文鏈接:https://www.kjddy.com/news/746.html 轉載需授權!