激光打標機分割標刻
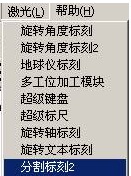
在激光打標機中有個(ge) “分割標刻2”模塊可以用來做大幅麵拚接,可以選擇隻使用一個(ge) 擴展軸做X向拚接或旋轉拚接,也可以選擇兩(liang) 個(ge) 擴展軸做XY雙向拚接。其功能菜單如圖8-32所示:
其操作對話框如圖8-33所示
圖8-32 “分割標刻2”菜單 |
圖8-33“分割標刻2”對話框 |
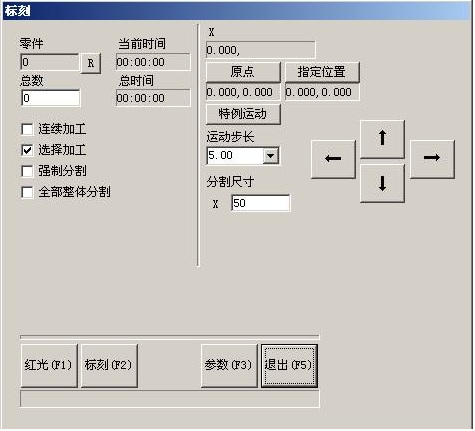
“運動步長” 相對於(yu) 平台運動來說指的是當用戶每一次按鍵盤移動擴展軸時要移動的距離,相對於(yu) 轉軸運動來說指的是運動的圓周距離。按Pageup鍵可以增加運動步長,按Pagedown鍵可以減小運動步長。
當擴展軸為(wei) X軸時,按鍵盤CTRL+Left鍵一次或點擊可以使擴展軸X向左移動一個(ge) 當前步長的距離;按鍵盤CTRL+Right鍵一次可以使擴展軸X向右移動一個(ge) 當前步長的距離。
當擴展軸為(wei) Y軸時,按鍵盤CTRL+Down鍵一次可以使擴展軸Y向下移動一個(ge) 當前步長的距離;按鍵盤CTRL+Up鍵一次可以使擴展軸Y向上移動一個(ge) 當前步長的距離。
當擴展軸為(wei) Z軸時,按鍵盤CTRL+Down鍵一次可以使擴展軸Z向下移動一個(ge) 當前步長的距離;按鍵盤CTRL+Up鍵一次可以使擴展軸Z向上移動一個(ge) 當前步長的距離。
點擊界麵上的方向鍵也可移動擴展軸
“分割尺寸”指在拚圖加工時,與(yu) 擴展軸對應的振鏡軸每次所加工的尺寸範圍。
注意:分割尺寸的大小對整個(ge) 拚圖加工非常重要,它直接影響拚圖加工的時間和效果。
“零件”:顯示框為(wei) 灰色,即不可人為(wei) 更改的顯示,它表示當前加工工件的數目,是隨計算機自動變化的。它後麵的“R”按鈕為(wei) 清零按鈕。
“總數”:在使用“選擇加工”時,限定加工的總數,當加工數目達到要求時,軟件自動停止加工。
“連續加工”:勾選此項表示軟件會(hui) 不停的加工,直到人為(wei) 停止。
“選擇加工”:勾選此項表示軟件隻加工在顯示框中選中的內(nei) 容。
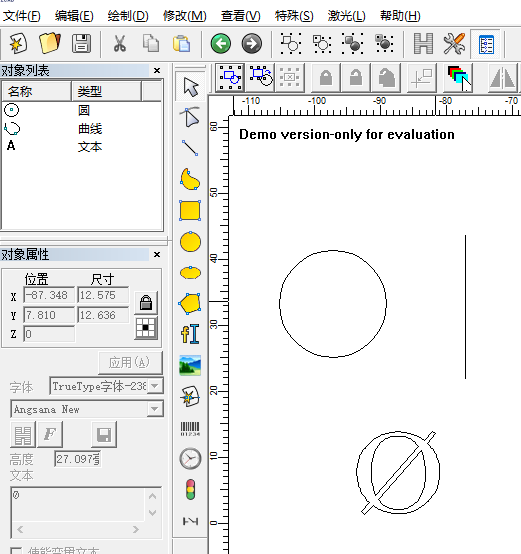
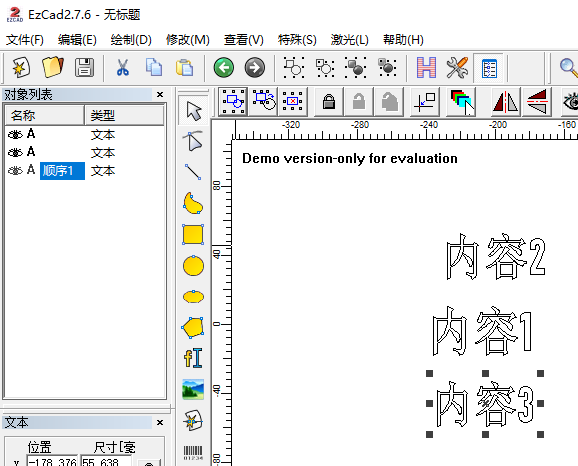
“強製分割”:指在加工一個(ge) 圖形對象時,無論子對象(列入群組中的一個(ge) 對象)的尺寸有多大,都把對象按照分割尺寸把圖形分割成一塊塊相鄰的圖形塊進行加工。如圖8-34-a圖8-34-b所示(圖示為(wei) X項分割,Y項相同),圖8-34-a不使用強製分割時的分割示意圖,圖8-34-b為(wei) 選擇強製分割的分割示意圖(此時則係統把兩(liang) 個(ge) 內(nei) 容作為(wei) 一個(ge) 整體(ti) 從(cong) 左到右進行分割標刻)。其中,兩(liang) 圖的分割尺寸均為(wei) 18。
圖8-34-a不使用強製分割時的分割示意圖
圖8-34-b使用強製分割時的分割示意圖 |
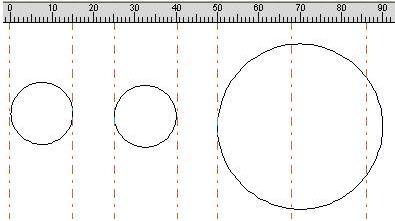
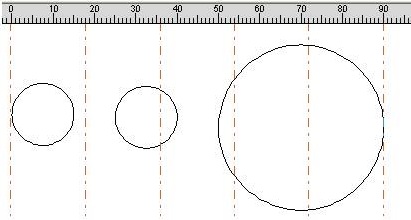
圖8-34-a中,由於(yu) 前兩(liang) 個(ge) 小圓的尺寸小於(yu) 分割尺寸,在不使用強製分割時,軟件把他們(men) 單獨一次完整打出,而後麵的大圓因為(wei) 尺寸大於(yu) 分割尺寸,軟件就會(hui) 對他進行分割。即,在不使用強製分割時,軟件對每個(ge) 內(nei) 容進行單獨計算(起始點為(wei) 每個(ge) 內(nei) 容的最左側(ce) ),尺寸小於(yu) 分割尺寸的一次打出,尺寸大於(yu) 分割尺寸的,分多次打出。軟件每次隻打出在分割尺寸範圍內(nei) 的內(nei) 容,剩餘(yu) 的會(hui) 在電機運動後打出。圖8-34-b中,係統把整個(ge) 文本作為(wei) 一個(ge) 整體(ti) 從(cong) 左到右進行分割標刻,無論子對象的尺寸有多大,都把對象按照分割尺寸把圖形分割成一塊塊相鄰的圖形塊進行加工。
全部整體(ti) 分割:當對象列表中有多個(ge) 對象的時候,將列表中所有對象作為(wei) 一個(ge) 整體(ti) 來按照分割尺寸加工,先標刻在分割尺寸之內(nei) 的對象,然後將其餘(yu) 超過分割尺寸的對象以拚接的方式標刻;
原點:當用戶點擊原點按鈕,彈出設置原點對話框,如圖8-35所示。
圖8-35 |
在此對話框中用戶可以設置當前擴展軸的原點位置。 用戶可在經度緯度後直接輸入原點坐標,也可以點擊“(D)設置當前點為(wei) 原點”按鈕,自動設置當前坐標為(wei) 原點坐標。
指定位置:點擊“指定位置”按鈕後,彈出指定位置對話框,圖8-36在對話框中設定指定位置
當用戶點擊特例運動按鈕,彈出特例運動對話框,如圖8-37所示。
運動到標刻原點:指使當前擴展軸運動到設置的原點位置。
擴展軸校正原點:指使當前擴展軸運動自動尋找零點信號並複位坐標係。
運動到指定位置:指使當前擴展軸運動到設定的指定位置
圖8-36 |
|
 圖8-37
圖8-37
設定擴展軸參數,點擊圖8-33中“參數”按鈕出現圖8-38所示對話框:
圖8-38 配置參數對話框 |
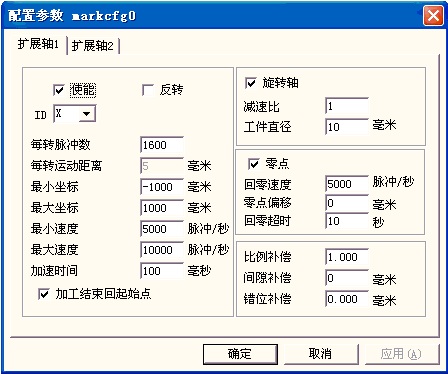
激光打標機各參數的功能定義(yi)
使能:使能當前擴展軸,選中此項,則表示擴展軸可用。
ID : 設置當前擴展軸對應的軸號。
ID為(wei) X時係統進行X軸方向的拚圖加工。
ID為(wei) Y時Y軸方向的拚圖加工。
ID為(wei) Z時Z軸方向的定位加工。
每轉脈衝(chong) 數:擴展軸電機旋轉一周所需要的脈衝(chong) 數。通過下麵的公式我們(men) 就可以計算出軟件所需要的每轉脈衝(chong) 數X:
X=(360/N)* n
其中
X表示每轉脈衝(chong) 數;
N 表示我們(men) 使用的電機的步距角;
n 表示的是驅動器設定的細分數;
最小坐標:擴展軸能運動到的最小邏輯坐標。當擴展軸運動的目標坐標小於(yu) 最小邏輯坐標時係統會(hui) 提示超出加工範圍。
最大坐標:擴展軸能運動到的最大邏輯坐標。當擴展軸運動的目標坐標大於(yu) 最大邏輯坐標時係統會(hui) 提示超出加工範圍。
最小速度:擴展軸能運動的最小速度。
最大速度:擴展軸能運動的最大速度。
加速時間:擴展軸從(cong) 最小速度加速運動到最大速度所需要的時間。
結束回起始點:在加工完畢時,讓擴展軸移動回到加工前平台所在的位置。
旋轉軸:選中表示設置當前擴展軸為(wei) 旋轉軸。運動方式為(wei) 旋轉運動否則表示使用的是平麵拚圖加工或是Z軸定位加工。
減速比:電機如果是直接連接到轉軸上則減速比為(wei) 1,如果中間有減速機構,則為(wei) 減速機構的減速比。
工件直徑:當前要加工的工件的直徑。如果擴展軸為(wei) 旋轉軸則工件直徑是係統計算運動距離的重要參數,必須按照實際準確填寫(xie) 。
零點:當前擴展軸是否有零點信號。當擴展軸沒有使能零點信號,則擴展軸無法建立一個(ge) 絕對坐標係,所以在加工一批工件時,需要人為(wei) 調整位置讓每次加工都在同一個(ge) 位置加工,為(wei) 了方便我們(men) 每次加工都在同一個(ge) 位置加工,係統每次加工前都把當前擴展軸位置作為(wei) 默認的原點位置,當加工一個(ge) 工件完畢時,係統自動把擴展軸移動回到開始加工前的位置,這樣加工每個(ge) 工件都會(hui) 在同一位置。
回零速度:擴展軸尋找零點信號時的運動速度。
零點偏移:當前擴展軸尋找到零點信號後的離開零點的距離。
回零超時:設定擴展軸尋找零點時所用的時間,如果超過這個(ge) 時間係統就會(hui) 提示“回零超時”。
比例補償(chang) :擴展軸的每個(ge) 脈衝(chong) 對應的移動距離的比例係數,調節此參數可消除拚接處分離或重合等現象。
間隙補償(chang) :也叫反向間隙補償(chang) ,補償(chang) 在運動方向時齒輪間的間隙誤差。
錯位補償(chang) :當機械製造的誤差比較大時,在平麵拚圖加工時會(hui) 導致錯位的現象,調節此參數可消除錯位現象。
將所有參數設定好後就可以按“標刻”按鈕開始加工了。
提示:1. 用外部校正文件(Corfile)做整體(ti) 的線性校正,保證效果的一致性。
2. 工作台水平、電機穩定旋轉以及好的光模式,是標刻出最佳效果的關(guan) 鍵。
本文鏈接:https://www.kjddy.com/news/776.html 轉載需授權!