激光切割不鏽鋼和碳鋼的調試方法
本文轉自中科光匯激光切割機調試實驗:如果在切割材料過程中嚴(yan) 格控製激光切割工藝參數,就能保持切割質量好。而影響材料切割質量最重要的工藝參量是切割速度、激光功率、焦點位置、輔助氣體(ti) 氣壓、噴嘴高度、噴嘴直徑。切割不鏽鋼和碳鋼的具體(ti) 問題與(yu) 調試方法如下:
一、切割不鏽鋼
1、產(chan) 生點滴狀的細小規則毛刺

可能原因
(1)焦點太低 (2)進給速率過高 (3)功率太低
解決(jue) 方法
(1)抬高焦點 (2)減少進給速率 (3)增大功率
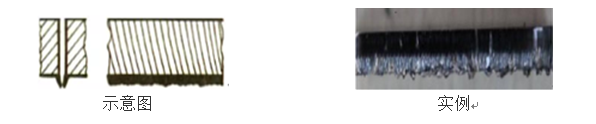
2、隻在切割邊緣的一邊產(chan) 生長的不規則毛刺

可能原因
(1)噴嘴未對中 (2)焦點太高 (3)氣壓太低 (4)速度太低 (5)噴嘴直徑過小或噴嘴內(nei) 孔不圓
解決(jue) 方法
(1)對中噴嘴(2)降低焦點 (3)加大氣壓 (4)提高速度 (5)跟換直徑大點的噴嘴檢查噴嘴內(nei) 孔狀況
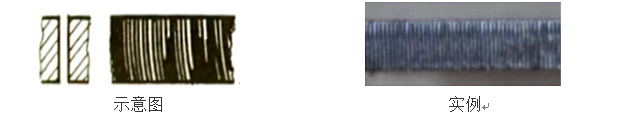
3、兩(liang) 邊產(chan) 生長的不規則毛刺,板材表麵變色

可能原因
(1)進給速率過低 (2)焦點太高 (3)氣壓太低 (4)噴嘴過小
解決(jue) 方法
(1)增加進給速率(2)降低焦點 (3)加大氣壓 (4)跟換大點內(nei) 孔的噴嘴
4、材料從(cong) 上麵排出
可能原因
(1)焦點太低(1)功率太低(2)進給速率過大
解決(jue) 方法
此情況下應立即按暫停,以防熔渣濺到聚焦鏡上(1)抬高焦點(1)增加功率(2)減少進及速率
5、切割邊緣發黃

可能原因
(1)氮氣不純(2)氣管中存在氧氣或空氣
解決(jue) 方法
(1)檢查氮氣的純度(3)檢查氧氣電磁閥或空氣電磁閥是否存在關(guan) 不緊狀態
鋁合金,黃銅的激光切割原理與(yu) 不鏽鋼相同,其切割中產(chan) 生的問題也是相似的;不同的是,由於(yu) 鋁合金及黃銅的高反性,與(yu) 不鏽鋼同等厚度時,其它參數類似,隻要適當降低切割速度及引入線速度。切割≥3mm的黃銅時,輔助氣體(ti) 建議采用氧氣。
二、切割碳鋼
1、底部的牽引線有很大的偏移,底部的切口更寬
可能原因
(1)進給速率太高 (2)激光功率太低 (3)氣壓太低 (4)焦點太高
解決(jue) 方案
(1)減小進及速率 (2)增加激光功率 (3)加大氣壓 (4)降低焦點
2、底麵上的毛刺類似熔渣,成點滴狀並容易除去

可能原因
(1)進及速率太高 (2)氣壓太低 (3)焦點太高
解決(jue) 方案
(1)減小進及速率 (2)加大氣壓 (3)降低焦點
3、底麵上的金屬毛刺很難除
可能原因
(1)進給速率太高 (2)氣壓太低 (4)焦點太高
解決(jue) 方案
(1)減小進給速率(2)加大氣壓太低 (4)降低焦點
4、隻在板材切口處一邊上有毛刺

可能原因
(1)噴嘴對中不正確 (2)引入線速度過快或引入線方式不對
解決(jue) 方案
(1)對中噴嘴(2)減小引入線速度或更改引入線方式
5、切割表麵不精密
可能原因
(1)氣壓太高 (2)焦點過高(3)噴嘴直徑太大
解決(jue) 方案
(1)減小氣壓 (2)降低焦點(3)安裝合適的噴嘴
6、切割表麵紋路非常粗糙

可能原因
(1)焦點太高 (2)氣壓太高(3)進給速率太低
解決(jue) 方案
(1)降低焦點 (2)減少氣壓(3)增加進給速率
結構鋼的激光切割原理與(yu) 碳鋼相同。因此,它們(men) 的激光切割工藝調試可參照碳鋼的來進行,問題缺陷也可參照上述碳鋼方法來解決(jue) 。
本文鏈接:https://www.kjddy.com/news/980.html 轉載需授權!