
激光參數(激光焊接機怎麽調參數)
激光焊接是激光加工技術應用的重要方麵之一,更是21世紀最受矚目、最有發展前景的焊接技術。與(yu) 傳(chuan) 統焊接方法對比,激光焊接具有很多優(you) 勢,焊接質量更高、效率更快。目前,激光焊接技術已廣泛應用於(yu) 製造業(ye) 、粉末冶金、汽車工業(ye) 、電子工業(ye) 、生物醫學等各個(ge) 領域。
激光焊接原理
激光焊接屬於(yu) 熔融焊,以激光束作為(wei) 焊接熱源,其焊接原理是:通過特定的方法激勵活性介質,使其在諧振腔中往返震蕩,進而轉化成受激輻射光束,當光束與(yu) 工件相互接觸時,其能量則被工件吸收,當溫度高達材料的熔點時即可進行焊接。
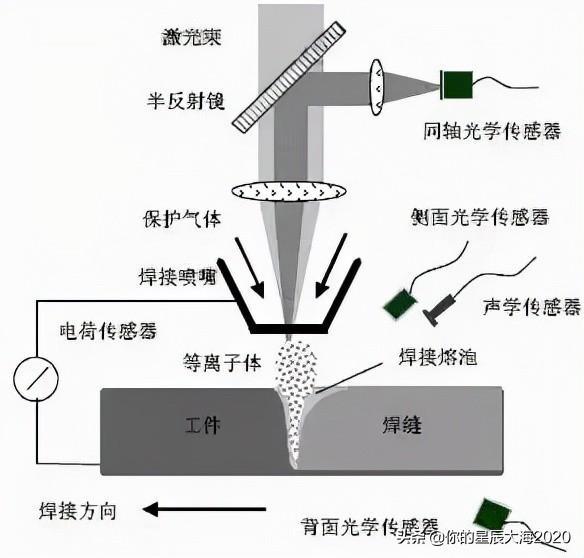
△激光焊接原理
按焊接熔池形成的機理劃分,激光焊接有兩(liang) 種基本的焊接機理:熱傳(chuan) 導焊接和深熔(小孔)焊接。熱傳(chuan) 導焊接時產(chan) 生的熱量通過熱傳(chuan) 遞擴散至工件內(nei) 部,使焊縫表麵熔化,基本不產(chan) 生汽化現象,常用於(yu) 低速薄壁構件的焊接。深熔焊使材料汽化,形成大量等離子體(ti) ,由於(yu) 熱量較大,熔池前端會(hui) 出現小孔現象。深熔焊能徹底焊透工件,且輸入能量大、焊接速度快,是目前使用最廣泛的激光焊接模式。
激光焊接主要工藝參數
影響激光焊接質量的工藝參數較多,如功率密度、激光脈衝(chong) 波形、離焦量、焊接速度和輔助吹保護氣等。
1
激光功率密度
功率密度是激光加工中最關(guan) 鍵的參數之一。采用較高的功率密度,在微秒時間範圍內(nei) ,表層即可加熱至沸點,產(chan) 生大量汽化。因此,高功率密度對於(yu) 材料去除加工,如打孔、切割、雕刻十分有利。對於(yu) 較低功率密度,表層溫度達到沸點需要經曆數毫秒,在表層汽化前,底層達到熔點,易形成良好的熔融焊接。因此,在熱傳(chuan) 導型激光焊接中,功率密度範圍在104-106W/cm2。
2
激光脈衝(chong) 波形
激光脈衝(chong) 波形既是區別材料去除還是材料熔化的重要參數,也是決(jue) 定加工設備體(ti) 積及造價(jia) 的關(guan) 鍵參數。當高強度激光束射至材料表麵,材料表麵將會(hui) 有60~90%的激光能量反射而損失掉,尤其是金、銀、銅、鋁、鈦等材料反射強、傳(chuan) 熱快。一個(ge) 激光脈衝(chong) 訊號過程中,金屬的反射率隨時間而變化。當材料表麵溫度升高到熔點時,反射率會(hui) 迅速下降,當表麵處於(yu) 熔化狀態時,反射穩定於(yu) 某一值。
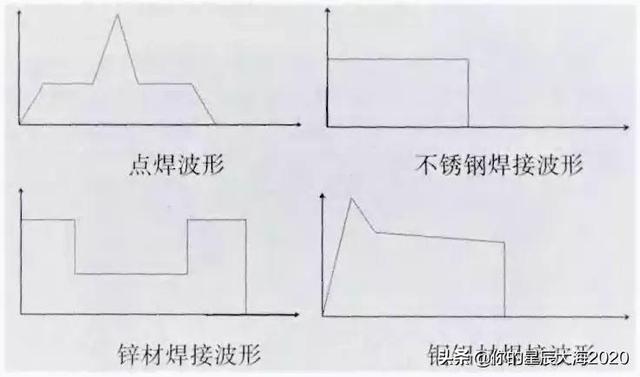
△不同材質的激光焊接脈衝(chong) 波形
3
激光脈衝(chong) 寬度
脈寬是脈衝(chong) 激光焊接的重要參數。脈寬由熔深與(yu) 熱影響分區確定,脈寬越長熱影響區越大,熔深隨脈寬的1/2 次方增加。但脈衝(chong) 寬度的增大會(hui) 降低峰值功率,因此增加脈衝(chong) 寬度一般用於(yu) 熱傳(chuan) 導焊接方式,形成的焊縫尺寸寬而淺,尤其適合薄板和厚板的搭接焊。但是,較低的峰值功率會(hui) 導致多餘(yu) 的熱輸入,每種材料都有一個(ge) 可使熔深達到最大的最佳脈衝(chong) 寬度。
4
離焦量
激光焊接通常需要一定的離焦量,因為(wei) 激光焦點處光斑中心的功率密度過高,容易蒸發成孔。離開激光焦點的各平麵上,功率密度分布相對均勻。
離焦方式有兩(liang) 種:
正離焦與(yu) 負離焦。焦平麵位於(yu) 工件上方為(wei) 正離焦,反之為(wei) 負離焦。按幾何光學理論,當正負離焦平麵與(yu) 焊接平麵距離相等時,所對應平麵上的功率密度近似相同,但實際上所獲得的熔池形狀有一定差異。負離焦時,可獲得更大的熔深,這與(yu) 熔池的形成過程有關(guan) 。
5
焊接速度
焊接速度決(jue) 定了焊接表麵質量、熔深、熱影響區等。焊接速度的快慢會(hui) 影響單位時間內(nei) 的熱輸入量,焊接速度過慢,則熱輸入量過大,導致工件燒穿,焊接速度過快,則熱輸入量過小,造成工件焊不透。通常采用降低焊接速度的方法來改善熔深。
6
輔助吹保護氣
輔助吹保護氣在高功率激光焊接中是必不可少的一道工序。一方麵是為(wei) 了防止金屬材料濺射而汙染聚焦鏡;另一方麵是為(wei) 了防止焊接過程中產(chan) 生的等離子體(ti) 過多聚焦,阻擋激光到達材料表麵。激光焊接過程常使用氦、氬、氮等氣體(ti) 保護熔池,使工件在焊接工程中免受氧化。保護氣體(ti) 種類和氣流大小、吹氣角度等因素對焊接結果有較大影響,不同的吹氣方法也會(hui) 對焊接質量產(chan) 生一定的影響。
氦氣不易電離(電離能量較高),可讓激光順利通過,光束能量不受阻礙地直達工件表麵。這是激光焊接時使用最有效的保護氣體(ti) ,但價(jia) 格比較貴。
氬氣比較便宜,密度較大,所以保護效果較好。但它易受高溫金屬等離子體(ti) 電離,結果屏蔽了部分光束射向工件,減少了焊接的有效激光功率,也損害焊接速度與(yu) 熔深。使用氬氣保護的焊件表麵要比使用氦氣保護時來得光滑。
氮氣作為(wei) 保護氣體(ti) 最便宜,但對某些類型不鏽鋼焊接時並不適用,主要是由於(yu) 冶金學方麵問題,如吸收,有時會(hui) 在搭接區產(chan) 生氣孔。
激光焊接作為(wei) 一種新型焊接技術,具有高能量密度、高速度、高精度、深穿透、適應性強等特點,其應用範圍越來越廣泛,不僅(jin) 能提高生產(chan) 效率,更提高了焊接質量,激光焊接技術必將在材料加工領域發揮更重要的作用。
本文鏈接:https://www.kjddy.com/sell/1455.html 轉載需授權!






