激光打標機中的多工位加工模塊功能
“多工位加工模塊”主要用於(yu) 在固定的物體(ti) 上將同一內(nei) 容標刻在不同的位置,根據要標刻位置的不同而設定不同的坐標,以實現在各個(ge) 工位上的打標動作;當然,此功能也可用於(yu) 其他方麵。
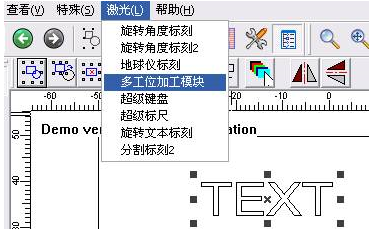
在激光打標機軟件中繪製出要標刻內(nei) 容並將圖形放置到原點位置,點擊菜單欄上的“激光”按鈕,選擇下拉菜單中的“多工位加工模塊”,如下圖8-13:
圖8-13 多工位加工模塊 |
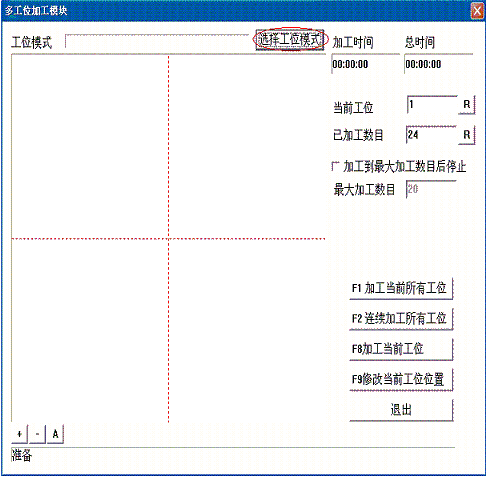
“多工位加工模塊”對話框如下圖8-14所示:
圖8-14 多工位加工模塊對話框 |
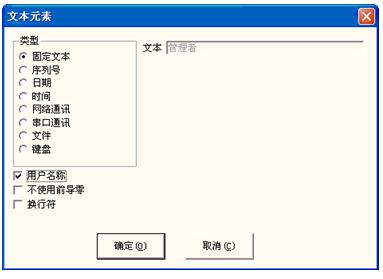
點擊“選擇工位模式”按鈕,彈出如下圖8-15所示對話框,增加或者修改“工位參數”:
圖8-15工位設置對話框 |
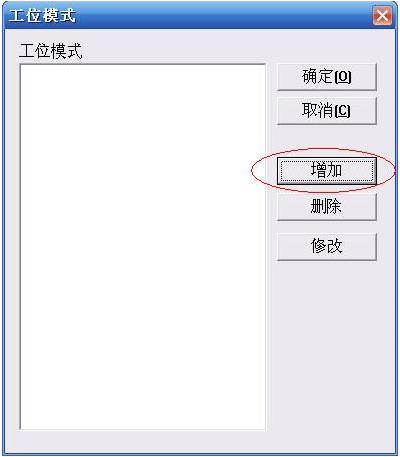
下麵以“新增工位類型”為(wei) 例,說明“多工位加工模塊”的使用:
首先點擊“增加”按鈕,增加一個(ge) 新的“工位類型”,會(hui) 出現如下圖8-16對話框:
圖8-16 工位參數 |
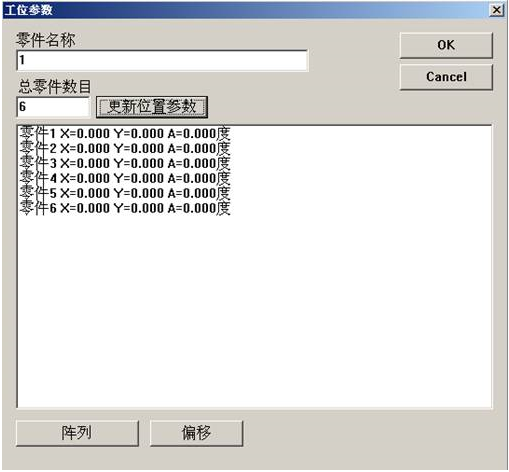
其中:
工位名稱:自己定義(yi) 該工位的工位名稱;
總工位數目:也可以說是要標刻內(nei) 容的數目,即有多少個(ge) 工件要標刻或者同一工件上要標刻多少個(ge) 同一內(nei) 容;當使用陣列時根據陣列數目顯示
陣列:可直接確定成陣列模式顯示的內(nei) 容的位置,點擊後顯示對話框如下
|
圖8-17 多工位陣列 |

各部分含義(yi) 與(yu) 修改中的陣列相同,其中,橫向、縱向間距指的是按偏移距離。
:勾選後,陣列的偶數行旋轉180°,
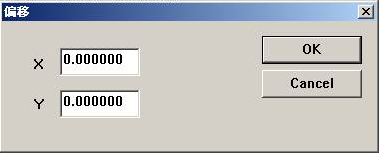
偏移:點擊後出現對話框8-18,可移動所有位置的x、y
|
圖8-18 多工位偏移 |
當“工位數目”設定好後,點擊“更新位置參數”,下麵的文本框就會(hui) 出現每個(ge) 工位對應的具體(ti) 位置如圖8-16所示,根據實際需要改變每個(ge) 工位的位置(坐標)以及旋轉角度,雙擊“工位1”的參數(即最左上角的圖形),會(hui) 出現如圖8-19所示對話框:
圖 8-19工位修改參數對話框 |
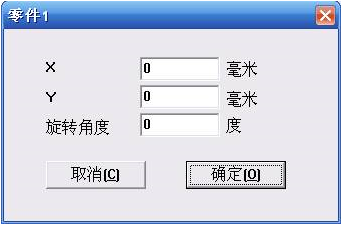
X坐標:該工位1內(nei) 容相對於(yu) “工作空間中心”的X坐標;
Y坐標:該工位1內(nei) 容相對於(yu) “工作空間中心”的Y坐標;
旋轉角度:要標刻的圖形在此工位下以逆時針方向旋轉的角度(順時針旋轉可寫(xie) 負值);
設定完成後點擊“確定”確認完成,返回“工位參數”對話框,進行工位2的設置,直到將所有工位設置完成後,點擊圖8-19中“確定”按鈕。
以上設置都完成後,點擊“確定”按鈕,返回到“多工位加工模塊”對話框就能夠預覽到我們(men) 剛才的設置內(nei) 容了。若其中有錯誤的位置,可以依次點擊“選擇工位模式”——“修改”按鈕,將出錯的工位做出修改後點擊“確定”按鈕進行確認,再點擊“確定”關(guan) 閉“工位參數”對話框。
“多工位加工模塊”中,參數及按鈕功能介紹如下:
當前工位:當前將要加工的工位,可以人為(wei) 更改,以做指定工位標刻;
已加工數目:已標刻內(nei) 容的數目,反映到多個(ge) 元件時為(wei) 元件數目;
加工到最大加工數目後停止: 勾選此項時,當激光器標刻到指定的最大加工數目時則停止標刻,此時會(hui) 出現提示對話框“已加工完指定的最大加工數目”;
最大加工數目:設定加工數目的最大值;
F1加工當前所有工位:加工本組工位所有內(nei) 容;
F2連續加工所有工位:對本組工位做連續加工;
F8加工當前工位:隻加工當前指定的工位一次;
F9修改當前工位位置:修改當前指定的工位XY坐標及旋轉角度;
提示:
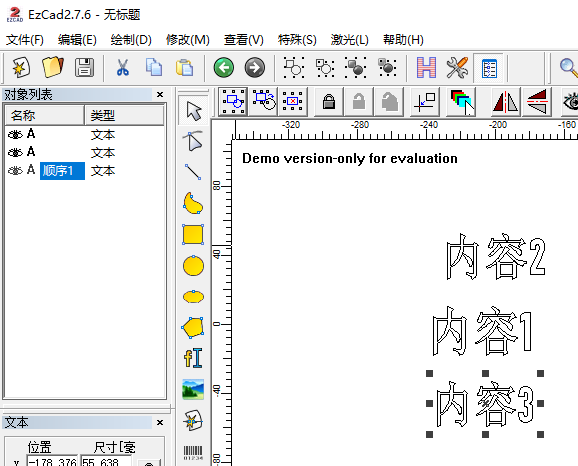
激光打標機軟件以左上角第一個(ge) 工位作為(wei) “工位1”,從(cong) 左到右依次為(wei) “工位2”、“工位3”...
做工位設置時,將內(nei) 容放到中心可更準確定位其中坐標;
本文鏈接:https://www.kjddy.com/news/743.html 轉載需授權!